
la lavorazione a scarica elettrica (edm) è un processo che utilizza energia elettrica ed energia termica per l'elaborazione, comunemente nota come lavorazione a scarica elettrica. la differenza tra elettroerosione e lavorazione generale è che l'utensile non tocca il pezzo durante l'edm, ma la scarica ad impulsi che viene continuamente generata tra l'utensile e il pezzo. l'alta temperatura locale e istantanea viene utilizzata per erodere il materiale metallico. c'è scintilla visibile durante la scarica, si chiama edm
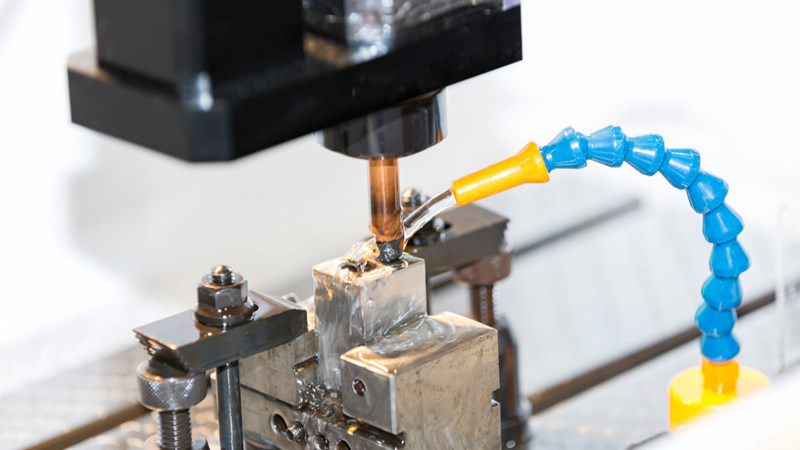
perforazione di scintille elettriche.
la lavorazione della perforazione è la più utilizzata in edm ed è spesso utilizzata per la lavorazione di fori (fori rotondi, quadrati, poligonali, fori sagomati), fori curvi, 4ql, micro fori, ecc., come stampo a freddo, stampo per trafilatura, estrusione di vari tipi di fori e piccoli fori su stampo, ugello e filiera. l'accuratezza dimensionale della perforazione è garantita principalmente dalle dimensioni dell'elettrodo dell'utensile e dallo spazio tra le scintille. il profilo della sezione trasversale dell'elettrodo viene uniformemente ridotto di a spazio di lavorazione rispetto alla dimensione del foro predeterminata e l'accuratezza dimensionale è superiore al pezzo, che generalmente non è basso. su it7, il valore di rugosità superficiale è inferiore a pezzo e rettilineità, planarità e parallelismo non sono superiori a 0,01 mm per una lunghezza di 100 mm.
la lavorazione della cavità della scintilla elettrica include una matrice di forgiatura, una matrice di pressofusione, una matrice di estrusione, uno stampo di bachelite, una matrice di plastica e simili. la lavorazione della cavità è difficile, principalmente perché non passa attraverso la lavorazione del foro, la quantità di erosione del metallo è grande, la circolazione del fluido di lavoro e il prodotto di corrosione elettrolitica sono scarsamente esclusi e l'elettrodo dell'utensile non può essere compensato di nutrire dopo la perdita; il secondo è che l'area di elaborazione cambia notevolmente e la cavità è complicata, la perdita dell'elettrodo non è uniforme e la precisione di elaborazione ne risente notevolmente. herefore, la produttività della lavorazione della cavità è bassa e la qualità è difficile da garantire. al fine di migliorare la precisione di elaborazione della cavità, in termini di elettrodo, rame puro e grafite con l'elevata resistenza alla corrosione vengono utilizzati come elettrodo. inoltre, la glassa superficiale di alcuni piccoli stampi in plastica utilizza anche l'edm.







Xiamen JY Machinery Technology Co.,Ltd










